
Conduttori e guaine: come sono fatti i fili e i cavi elettrici
I cavi elettrici sono costituiti da due componenti di base: il conduttore e il materiale isolante (guaina). Il conduttore consiste generalmente in un insieme di fili trafilati in rame, alluminio o leghe, che se presi singolarmente risulterebbero troppo fragili e potrebbero spezzarsi. Pertanto, i singoli fili vengono raggruppati in modo da formare componenti più flessibili. Più sottili saranno i fili, più flessibile sarà il conduttore. Questo primo passaggio prende il nome di trefolatura.
Il processo di trefolatura
Durante questa fase, i fili vengono continuamente avvolti attorno ad un asse longitudinale comune, seguendo un movimento longitudinale e monodirezionale simultaneo a parametri coordinati. Questo processo forma dei gruppi di fili flessibili, stabili e uniformemente strutturati, chiamati trefoli. La macchina comunemente impiegata per lo svolgimento di questa operazione è chiamata trefolatrice a doppia torsione. Innanzitutto, alcuni svolgitori installati esternamente alla macchina svolgono il filo dalle bobine; successivamente, i fili, attraversando le aperture in ceramica di una piastra montata davanti alla trefolatrice, convergono concentricamente in un punto.
È proprio in questo punto che il fascio di fili viene fatto ruotare una volta attorno al proprio asse e diretto verso un ugello o una filiera il cui profilo interno assicura che ogni filo assuma la posizione assegnata. Indirizzato da un rullo guida, il fascio di fili giunge all’interno di un arco semicircolare che ruota continuamente intorno ad un cabestano di tiro. Il movimento rotatorio dell'arco, combinato al movimento del fascio di fili indotto dal cabestano, determina la "prima torsione". Dopo aver lasciato l’arco, il fascio di fili passa attraverso un secondo rullo guida e infine viene direzionato verso un portabobine. Qui avviene la "seconda torsione" e si crea il trefolo. La velocità del rotore e la velocità di svolgimento sono determinanti per la lunghezza di posa, vale a dire la lunghezza misurabile in direzione assiale in cui un elemento del fascio compie una rotazione attorno al proprio asse. La velocità di lavoro è misurata in pose al minuto ed è nota come velocità di posa. Il prodotto della velocità di posa e della lunghezza di posa è uguale alla capacità produttiva.
I parametri chiave di questo processo sono:
1. le forze che agiscono sui fili e sui trefolo;
2. la tensione che si produce sul filo;
3. la costanza della lunghezza di posa;
4. la tensione del trefolo;
5. la concentricità del trefolo.
Passaggio successivo: l'isolamento
La fase successiva è l'isolamento, in cui viene applicato al conduttore un rivestimento di materiale isolante (guaina) mediante un processo di estrusione ad alta temperatura. Successivamente, diversi fili isolati vengono combinati in un processo chiamato cordatura.
La tecnologia di cordatura
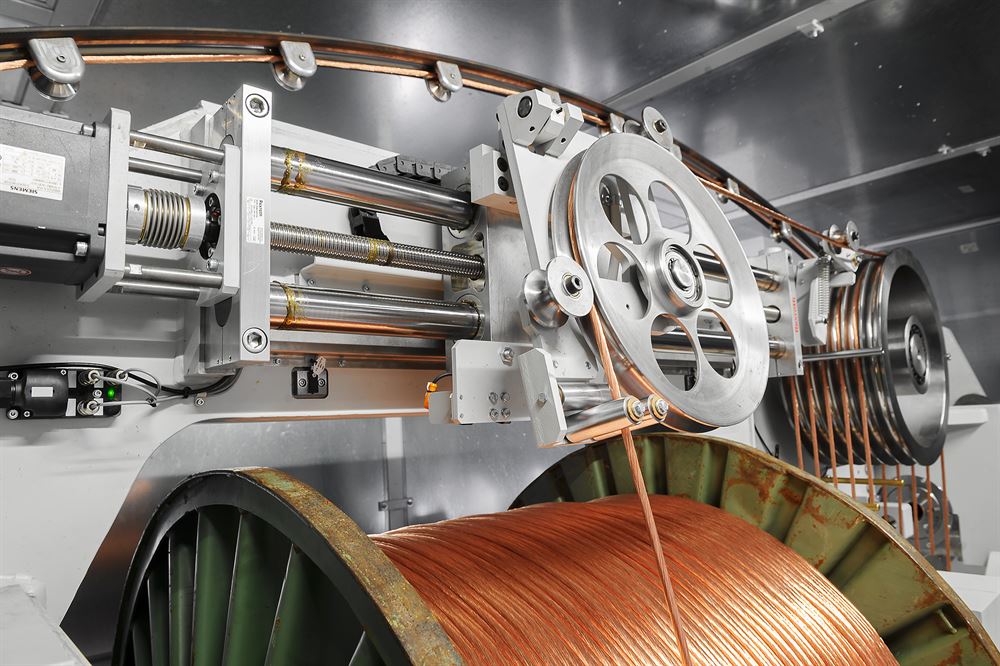
Interno della cordatrice a doppia torsione D 1252
Immagine per gentile concessione di Maschinenfabrik Niehoff
Nel caso di cavi dati e cavi speciali, prima di passare alla cordatura vera e propria, due fili isolati vengono avvolti in modo elicoidale (spesso insieme ad altri elementi come una lamina di schermatura) per formare una coppia. Nella fase seguente, quattro di queste coppie vengono convogliate tramite aspi motorizzati e ballerini posti all’esterno della macchina in un punto preciso della cordatrice chiamato "punto di cordatura". Prima dell’ingresso nella macchina cordatrice, le coppie possono essere rivestite con un foglio isolante, un foglio di schermatura o altri materiali, in base al tipo di cavo da realizzare. Il cavo simmetrico finale può essere immesso direttamente in una linea di estrusione o in una trecciatrice. Un grande vantaggio delle cordatrici a doppia torsione è l’elevata velocità di produzione. Per la produzione di cavi ad avvolgimento incrociato o che richiedono un numero maggiore di conduttori sono necessari macchinari più specifici, come ad esempio le cordatrici rigide. Queste macchine sono dotate di diverse gabbie che contengono un certo numero di bobine, disposte radialmente attorno all'asse longitudinale comune. Ogni gabbia ruota sul proprio asse indipendentemente dalle altre gabbie per velocità e direzione. Alla fine della linea di cordatura, un grosso cabestano viene tira i conduttori cordati, mentre un aspo li avvolge sulle bobine.
Schermatura e armatura
Talvolta, può rendersi necessario dotare i cavi elettrici di un’armatura, per proteggere i conduttori da danni esterni, o di una schermatura, per isolarli da interferenze esterne. Schermatura e armatura vengono effettuate rivestendo il cavo con apposite guaine tubolari concentriche. Oltre ai suddetti rivestimenti, alcuni cavi particolari possono richiedere un ulteriore passaggio, la trecciatura. Questa speciale operazione viene eseguita per mezzo di macchine trecciatrici.
Macchine trecciatrici
Le trecciatrici per cavi elettrici possono essere suddivise in due categorie in base all’orientamento: verticali e orizzontali. Nel primo caso, il prodotto da intrecciare viene posizionato verticalmente sopra la macchina. Nel secondo caso, la produzione viene effettuata orizzontalmente; in questo modo si possono produrre grandi cavi rigidi intrecciati. I materiali tipicamente impiegati nei processi di trecciatura sono fili tondi o piatti nudi o placcati in rame, alluminio o acciaio inossidabile, nonché filati e fibre artificiali. Il principio di funzionamento della trecciatura si basa sui movimenti complessi dei portabobine, e sul percorso che i fili compiono prima di venire intrecciati intorno al cavo in movimento. Le moderne trecciatrici consentono di regolare elettronicamente la velocità di linea e il passo di trecciatura e sono inoltre dotate di un sistema automatico di lubrificazione centrale. Oltre alla treccia, talvolta è necessario applicare un rivestimento in lamina per aumentare la schermatura e la resistenza del cavo intrecciato. Se la trecciatrice è dotata di un dispositivo di nastratura integrato, entrambi i processi possono essere eseguiti in un'unica fase di lavoro. Ciò comporta notevoli vantaggi in termini di spazio, nonché l’eliminazione dei processi di riavvolgimento e l'aumento della qualità del prodotto. Le moderne trecciatrici con controlli elettronici incorporati possono lavorare per molte ore o addirittura giorni senza richiedere l'intervento di un operatore.
Guaina per cavi
Al termine dell’intero processo di lavorazione, i cavi elettrici possono necessitare di un ulteriore rivestimento protettivo esterno chiamato guaina: può essere composto da polimeri, gomma o piombo e al pari dell'isolamento viene applicato mediante un processo di estrusione ad alta temperatura.
Bibliografia
William A. Thue (ed.): Electrical Power Cable Engineering.
CRC Press, December 2011 (3rd edition)
ISBN-10: 1439856435
ISBN-13: 978-1439856437
The Wire and Cable Technical Information Handbook.(https://electrical-engineering-portal.com/download-center/books-%20and-guides/electrical-engineering/wire-cable-technical)
Power Cables Theory and Their Manufacturing Procedures (http://www.cablesbook.com/pages/cdownload.html)
Cable Designers Guide (http://www.nationalwire.com/pdf/cat07_design_guideV10.pdf)
Engineering Design Handbook: Electrical Wire and Cable
Publishing house: Book for Business, April 2002
ISBN-13: 978-0894991622
ISBN-10: 0894991620
Martin Herzog: Process analysis of double-twist bunching.
Production of flexible copper strands for cable manufacturing.
Manual for machine operators and instructors. 3rd supplemented edition, January 2018
ISBN 978-3-00-048932-7
Price: 98 € plus shipping (shipment DHL),
(Shipment against prepayment)
Mail-order: martin.herzog27@t-online.de
Questo articolo è stato redatto dall’Ing. Konrad Dengler, giornalista e traduttore specializzato in ambiti industriali.